
728x90
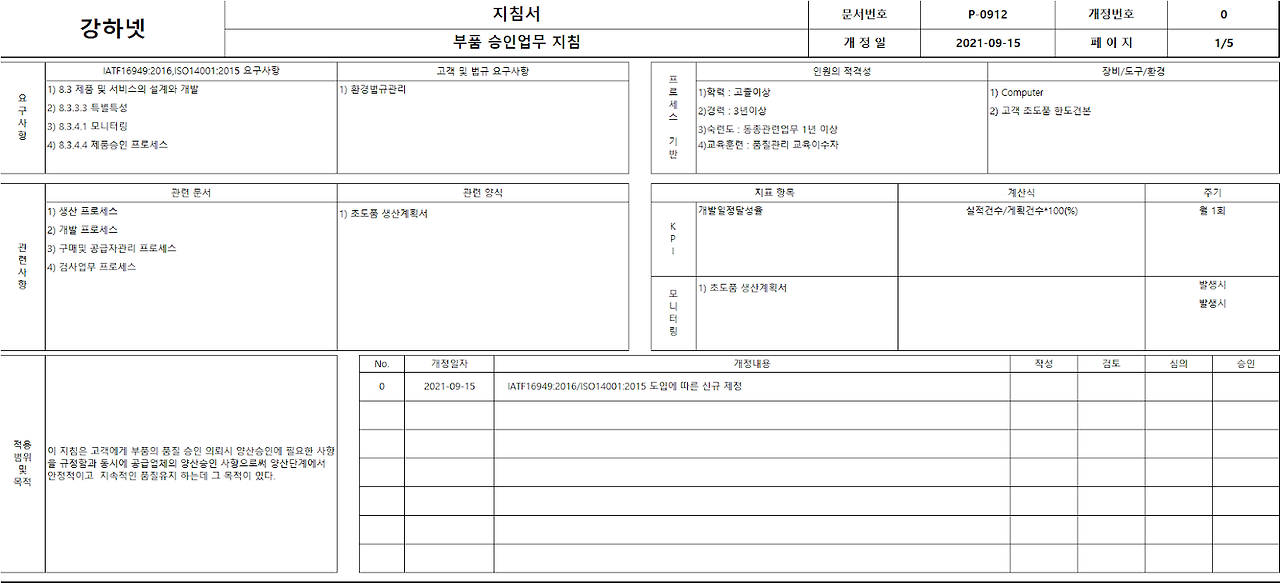
부품승인업무지침서
① 1) 품질팀 및 영업팀은 고객으로부터 도면과 함께 개발요청서를 접수하여
개발추진 결정에 대한 수락여부를 대표이사의 결재로 승인을 받는다.
2) 주문이 유선으로 접수될 경우 개발담당자는 이를 문서로 정리하여
품질팀장 및 대표이사에게 보고하여 승인을 득한다.
3) 고객으로부터 유선으로 접수된 주문은 차후 개발요청서 또는 동일
효력을 발생하는 문서를 접수한다.
4) 고객의 요구에 의한 설변 또는 기타사항으로 계약변경 필요성이 발생된
경우 변경된 내용을 문서로 접수하며 경영대리인의 승인을 득한 후
관련부서에 통지하고 배포된 변경전 문서는 회수하여 폐기한다.
② 1) 고객의 요구와 도면을 검토하여 요구의 수준과 기술적 필요사항을
파악하여 경영대리인의 검토 및 대표이사의 승인을 득한다.
2) 필요 시 당사 협력업체로 등록된 업체중 한업체를 선정하여 대표이사의
승인을 득한 후 개발업체에 개발착수 요청서를 발송하여 요구기한 내에
개발계획서 및 견적서를 접수하고 초도 샘플 입고일자를 관리한다.
③ 1) 생산팀은 전반적인 업무를 구분하여 일정계획을 수립후 초도품생산
계획서에 프로젝트명, 납품요구일, 설비, 인원, 소재수급,
제작, 초도품 생산 일정, 검사, 제출, 승인 예정일정 등을 반영하여
수립된 계획은 대표이사 승인을 득한후 실시한다.
2) 관련팀협의체는 CFT의 구성원이 모두 포함된다.
④ 1) 생산팀장은 고객의 요구와 도면을 기준하고 초도품 생산 계획서의
일정을 참조하여 제조공정도를 작성하고 경영대리인의 승인을 득하며
고객 요구 시 제출 하여야 한다.
2) 품질팀장은 고객도면의 검사기준서를 작성하여 고객에게 승인을
요구하며, 고객승인이 불필요 시는 1부 제출만하고 기술표준에 등록한다.
⑤ 생산팀은 승인된 초도품 생산계획서에 근거하여 설비, 인원 선정 및
LAY OUT에 대한 실행전에 CFT 및 경영대리인의 재검토를 득한 후
시행한다.
⑥ 기술표준에따라 초도품을 생산하도록 생산수량,일정등을 생산관리팀에
통보하고 생산에서 초도품 및 연속생산한 제품을 품질관리팀으로 검사
의뢰하며, 검사의뢰 방법 및 평가는 아래에 따른다.
⑦ 1) 개발팀은 초도품 생산에 대하여 품질관리팀에 검사 의뢰한다.
2) 품질관리팀은 의뢰된 초도품에 대하여 검사를 실시하고, 검사성적서
작성 및 공정능력을 평가하여 만족여부를 기술영업팀 및 생산관리팀에 통보 및
대표이사의 승인을 득한다.
3) 품질팀장은 검사기준서에 근거한 검사구를 선정한다.
4) 품질팀은 검사 결과 부적합인 경우 재 생산 추진 또는 고객요구의
재 검토로부터 재 생산을 실시하고, 불합리한 공정 또는 치구는 개선
또는 신규제작하여 고객요구 조건에 적합한 제품이 생산되도록 조치
하여야 한다.
5) 품질팀은 초도생산제품중 한도견본을 적합한제품으로 선정하여
보관·관리한다.

Email : kangha@daum.net
'문서 및 자료 > 【 문서참고자료 】' 카테고리의 다른 글
| 모니터링 및 측정장비관리 지침서 (0) | 2025.04.25 |
|---|---|
| 제품식별 및 포장 지침서 (0) | 2025.04.21 |
| 조직상황관리절차서 (0) | 2025.04.03 |
| 프로세스성과 관리규정 (0) | 2025.03.30 |
| 유해화학물질관리지침서 (0) | 2025.03.28 |




