
728x90
| 강하넷 | 지 침 서 | 문서번호 | P-0815 | 개정일자 | 2021-09-15 | ||||
| 공정 FMEA | 개정번호 | 0 | 페 이 지 | 4/7 | |||||
| 조직 | 공정 FMEA 진행방법 | 관련표준/양식 | |||||||
| 절차 | |||||||||
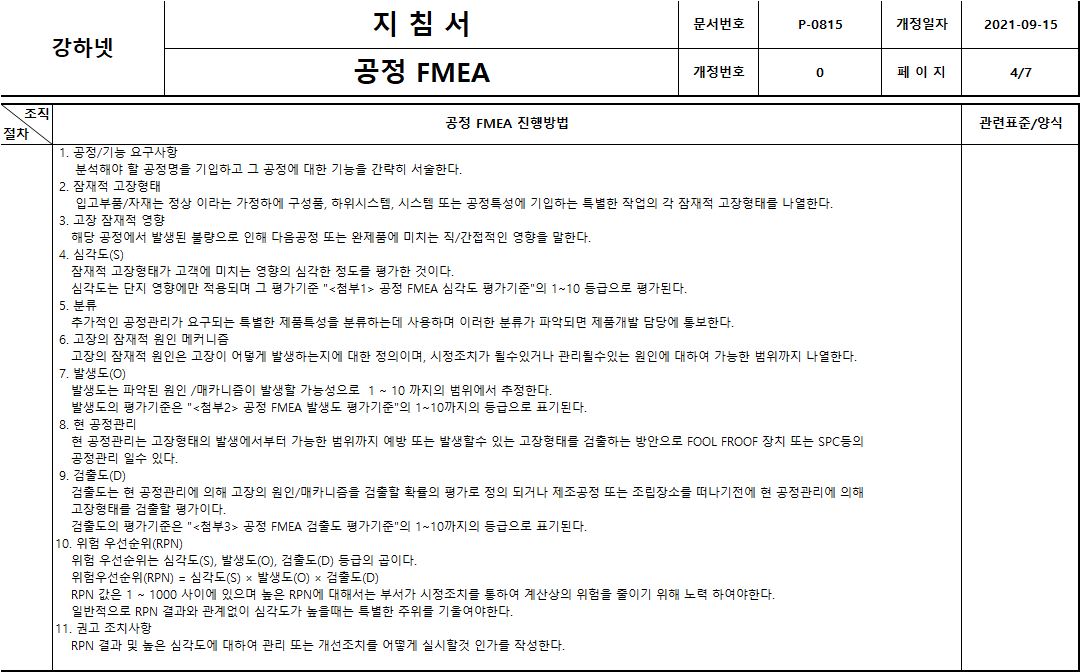
| 1. 공정/기능 요구사항 | |||||||||
| 분석해야 할 공정명을 기입하고 그 공정에 대한 기능을 간략히 서술한다. | |||||||||
| 2. 잠재적 고장형태 | |||||||||
| 입고부품/자재는 정상 이라는 가정하에 구성품, 하위시스템, 시스템 또는 공정특성에 기입하는 특별한 작업의 각 잠재적 고장형태를 나열한다. | |||||||||
| 3. 고장 잠재적 영향 | |||||||||
| 해당 공정에서 발생된 불량으로 인해 다음공정 또는 완제품에 미치는 직/간접적인 영향을 말한다. | |||||||||
| 4. 심각도(S) | |||||||||
| 잠재적 고장형태가 고객에 미치는 영향의 심각한 정도를 평가한 것이다. | |||||||||
| 심각도는 단지 영향에만 적용되며 그 평가기준 "<첨부1> 공정 FMEA 심각도 평가기준"의 1~10 등급으로 평가된다. | |||||||||
| 5. 분류 | |||||||||
| 추가적인 공정관리가 요구되는 특별한 제품특성을 분류하는데 사용하며 이러한 분류가 파악되면 제품개발 담당에 통보한다. | |||||||||
| 6. 고장의 잠재적 원인 메커니즘 | |||||||||
| 고장의 잠재적 원인은 고장이 어덯게 발생하는지에 대한 정의이며, 시정조치가 될수있거나 관리될수있는 원인에 대하여 가능한 범위까지 나열한다. | |||||||||
| 7. 발생도(O) | |||||||||
| 발생도는 파악된 원인 /매카니즘이 발생할 가능성으로 1 ~ 10 까지의 범위에서 추정한다. | |||||||||
| 발생도의 평가기준은 "<첨부2> 공정 FMEA 발생도 평가기준"의 1~10까지의 등급으로 표기된다. | |||||||||
| 8. 현 공정관리 | |||||||||
| 현 공정관리는 고장형태의 발생에서부터 가능한 범위까지 예방 또는 발생할수 있는 고장형태를 검출하는 방안으로 FOOL FROOF 장치 또는 SPC등의 | |||||||||
| 공정관리 일수 있다. | |||||||||
| 9. 검출도(D) | |||||||||
| 검출도는 현 공정관리에 의해 고장의 원인/매카니즘을 검출할 확률의 평가로 정의 되거나 제조공정 또는 조립장소를 떠나기전에 현 공정관리에 의해 | |||||||||
| 고장형태를 검출할 평가이다. | |||||||||
| 검출도의 평가기준은 "<첨부3> 공정 FMEA 검출도 평가기준"의 1~10까지의 등급으로 표기된다. | |||||||||
| 10. 위험 우선순위(RPN) | |||||||||
| 위험 우선순위는 심각도(S), 발생도(O), 검출도(D) 등급의 곱이다. | |||||||||
| 위험우선순위(RPN) = 심각도(S) × 발생도(O) × 검출도(D) | |||||||||
| RPN 값은 1 ~ 1000 사이에 있으며 높은 RPN에 대해서는 부서가 시정조치를 통하여 계산상의 위험을 줄이기 위해 노력 하여야한다. | |||||||||
| 일반적으로 RPN 결과와 관계없이 심각도가 높을때는 특별한 주위를 기울여야한다. | |||||||||
| 11. 권고 조치사항 | |||||||||
| RPN 결과 및 높은 심각도에 대하여 관리 또는 개선조치를 어떻게 실시할것 인가를 작성한다. | |||||||||

Email : kangha@daum.net
'문서 및 자료 > 【 문서참고자료 】' 카테고리의 다른 글
| 감리업무수행절차서 (0) | 2025.03.20 |
|---|---|
| 방침 및 목표관리절차서 (0) | 2025.03.11 |
| 비상사태지침서 (1) | 2025.03.03 |
| 기반구조관리절차서 (0) | 2025.02.26 |
| 제품관리지침서 (0) | 2025.02.24 |