728x90
|
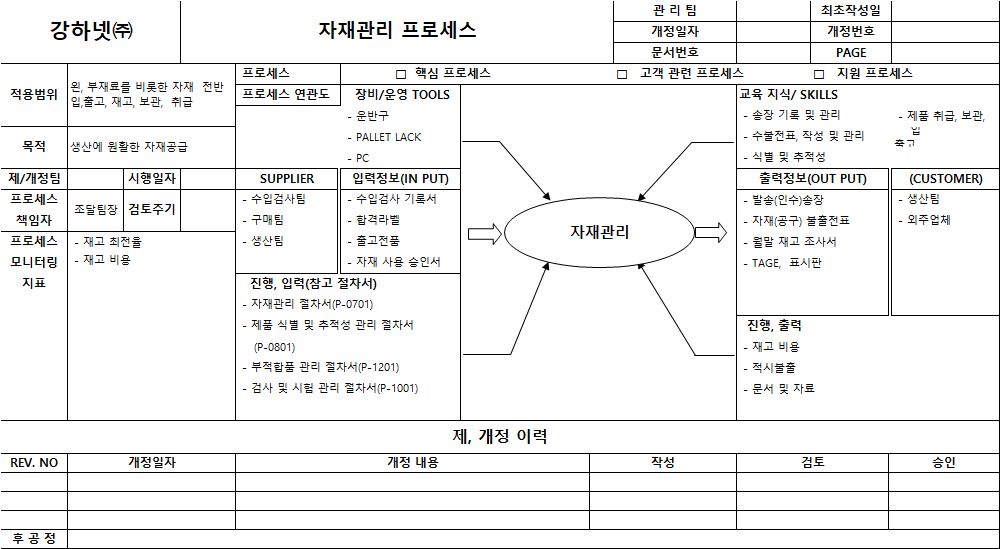
강하넷㈜
|
자재관리 프로세스
|
관 리 팀
|
|
최초작성일
|
|
||||||||||||
|
개정일자
|
|
|
개정번호
|
|
|||||||||||||
|
문서번호
|
|
|
PAGE
|
|
|||||||||||||
|
적용범위
|
왼, 부재료를 비롯한 자재 전반 입,출고, 재고, 보관, 취급
|
프로세스
|
□ 핵심 프로세스
|
|
□ 고객 관련 프로세스
|
|
□ 지원 프로세스
|
|
|||||||||
|
프로세스 연관도
|
장비/운영 TOOLS
|
|
|
|
교육 지식/ SKILLS
|
|
|
|
|||||||||
|
|
|
|
- 운반구
|
|
|
|
|
- 송장 기록 및 관리
|
|
- 제품 취급, 보관,
|
|||||||
|
목적
|
생산에 원활한 자재공급
|
|
|
|
- PALLET LACK
|
|
|
|
- 수불전표, 작성 및 관리
|
|
입출고
|
|
|||||
|
|
|||||||||||||||||
|
|
|
|
- PC
|
|
|
|
|
- 식별 및 추적성
|
|
|
|
||||||
|
제/개정팀
|
|
시행일자
|
|
SUPPLIER
|
|
입력정보(IN PUT)
|
|
|
|
출력정보(OUT PUT)
|
|
(CUSTOMER)
|
|||||
|
프로세스
|
조달팀장
|
검토주기
|
|
- 수입검사팀
|
|
- 수입검사 기록서
|
|
|
|
- 발송(인수)송장
|
|
- 생산팀
|
|||||
|
책임자
|
- 구매팀
|
|
- 합격라벨
|
|
|
|
- 자재(공구) 불출전표
|
|
- 외주업체
|
||||||||
|
프로세스
|
- 재고 최전율
|
|
- 생산팀
|
|
- 출고전품
|
|
|
|
- 월말 재고 조사서
|
|
|
||||||
|
모니터링
|
- 재고 비용
|
|
|
|
|
- 자재 사용 승인서
|
|
|
|
- TAGE, 표시판
|
|
|
|
||||
|
지표
|
|
|
|
진행, 입력(참고 절차서)
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
- 자재관리 절차서(P-0701)
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
- 제품 식별 및 추적성 관리 절차서
|
|
|
|
진행, 출력
|
|
|
|
|
|||||
|
|
|
|
|
(P-0801)
|
|
|
|
|
|
|
- 재고 비용
|
|
|
|
|
||
|
|
|
|
|
- 부적합품 관리 절차서(P-1201)
|
|
|
|
- 적시불출
|
|
|
|
|
|||||
|
|
|
|
|
- 검사 및 시험 관리 절차서(P-1001)
|
|
|
|
- 문서 및 자료
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
제, 개정 이력
|
|||||||||||||||||
|
REV. NO
|
개정일자
|
개정 내용
|
작성
|
검토
|
승인
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
후 공 정
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Email : kangha@daum.net
'문서 및 자료 > 【 문서참고자료 】' 카테고리의 다른 글
| 설계관리지침서 (1) | 2024.04.20 |
|---|---|
| 고객요구사항검토 프로세스 (0) | 2024.04.15 |
| 작업표준서 관리지침서 (0) | 2024.04.04 |
| 인도관리 지침서 (0) | 2024.04.01 |
| 부적합품 관리 절차서 (1) | 2024.03.31 |